Rodillos corrugadores
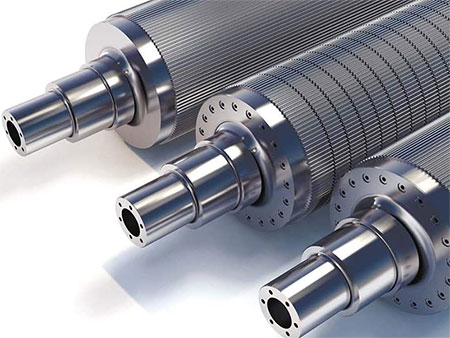
El rodillo corrugador de carburo de tungsteno es altamente eficiente, que utiliza la tecnología más avanzada en la línea de producción de corrugado. Combina molienda de alta precisión y recubrimiento de carburo-tungsteno, prolongando altamente la vida útil del rodillo de cartón ondulado y contando con una viabilidad económica en la producción.
Características del rodillo corrugador de carburo de tungsteno- El rodillo corrugador de carburo de tungsteno adopta forjas de acero de aleación 48CrMo como su material;
- Después del enfriamiento de frecuencia media, la dureza del rodillo corrugador es mayor que HRC60, y la profundidad es de 7mm;
- Se adoptan el polvo de carburo de tungsteno importado y el sistema HVOF Praxair JP8000;
- El recubrimiento de carburo de tungsteno resistente a la abrasión tiene un grosor de 50-60 micrómetros;
- En comparación con el rodillo corrugador cromado, el rodillo corrugador de carburo de tungsteno se puede usar más de tres veces con un costo inferior al doble;
- Se inspeccionará todo el proceso de producción y los rodillos corrugadores han pasado la certificación ISO9001;
Después del enfriamiento y la molienda precisa, nuestros rodillos corrugadores tienen una capa cromada con un grosor no inferior a 0.08mm. La superficie cromada ofrece un bajo coeficiente de fricción, una larga vida útil y una superficie dura, lisa y brillante. Después del tratamiento térmico, el destensamiento repetido, el enfriamiento de frecuencia media, la superficie del rodillo corrugador cromado posee un arnés uniformemente alto, que es más que HRC58 (HS73 ~ 80).
Características del rodillo corrugador cromado- Con acero aleado 50CrMoA como materia prima, este rodillo corrugador cromado adopta múltiples procesos de tratamiento térmico para brindarle gran estabilidad térmica durante la operación;
- El rodillo corrugador se trata térmicamente con inducción de frecuencia media, por lo que su dureza después del enfriamiento es mayor que HRC58;
- Se utiliza un software exclusivo de diseño de flauta, que permite un aumento equivalente en tiempo real durante el diseño de estriado, la visualización de informes y la optimización de parámetros de flauta. De esta manera, se garantiza la economía y la racionalidad de los diferentes tipos de flauta;
- El software exclusivo para el modelado dinámico del rodillo corrugador se utiliza para registrar cómo se mueve el rodillo superior, a fin de optimizar el tipo de flauta, reducir la vibración y disminuir el ruido;
- La rectificadora de bucle cerrado de pórtico se adopta para la molienda múltiple de alta velocidad de rodillos corrugadores;
- La galvanoplastia por microfisuras se utiliza para una superficie lisa;
| Flauta | A | C | BC | B | D | E | F | G | O |
| Perfil | UV | UV | UV | UV | UV | UV | UV | UV | UV |
| Número de canales (300 mm) | 34±2 | 36±2 | 44±2 | 50±2 | 66±3 | 96±4 | 124±10 | 185±12 | 267 |
| Altura (mm) | 4.6-4.9 | 3.6-3.9 | 3.0-3.4 | 2.6-2.9 | 1.9-2.1 | 1.1-1.8 | 0.7-0.8 | 0.5-0.65 | 0.25-0.35 |
| Recogida (mm) | 1.51-1.59 | 1.44-1.51 | 1.42-1.49 | 1.36-1.42 | 1.40-1.41 | 1.29-1.39 | 1.22-1.26 | 1.20-1.25 | 1.14 |